Kõigist kiibi loomisega seotud protsessidest on kiibi lõplik saatusvahveltuleb lõigata üksikuteks stantsideks ja pakendada väikestesse suletud karpidesse, millel on vaid mõned tihvtid. Kiipi hinnatakse selle läve, takistuse, voolu ja pinge väärtuste alusel, kuid keegi ei arvesta selle välimusega. Tootmisprotsessi käigus poleerime vahvlit korduvalt, et saavutada vajalik tasapinnalisus, eriti iga fotolitograafia etapi jaoks. Thevahvelpind peab olema äärmiselt tasane, kuna kiibi tootmisprotsessi kahanemisel peab fotolitograafiamasina lääts saavutama nanomeetri skaala eraldusvõime, suurendades läätse numbrilist ava (NA). See aga vähendab samal ajal teravustamise sügavust (DoF). Fookuse sügavus viitab sügavusele, mille piires optiline süsteem suudab fookust säilitada. Tagamaks, et fotolitograafia pilt jääks selgeks ja fookusesse, on pinna variatsioonidvahvelpeab jääma fookuse sügavusse.
Lihtsamalt öeldes ohverdab fotolitograafiamasin teravustamisvõime, et parandada pildistamise täpsust. Näiteks uue põlvkonna EUV fotolitograafiamasinate arvuline ava on 0,55, kuid vertikaalne fookuse sügavus on vaid 45 nanomeetrit, fotolitograafia ajal on optimaalne pildiulatus veelgi väiksem. Kuivahvelei ole tasane, ebaühtlase paksusega või pinna lainetusega, põhjustab see fotolitograafia ajal probleeme kõrgetes ja madalates punktides.
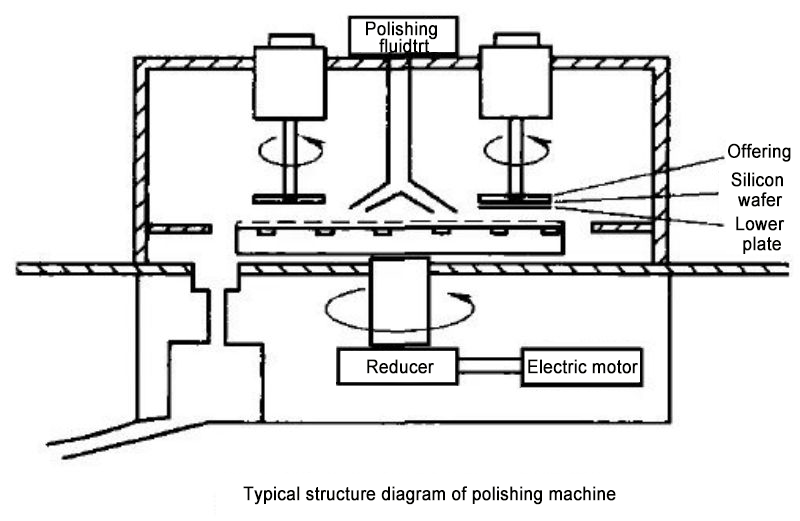
Fotolitograafia ei ole ainus protsess, mis nõuab sujuvatvahvelpinnale. Ka paljud teised kiibi tootmisprotsessid nõuavad vahvlite poleerimist. Näiteks pärast märgsöövitamist on vaja poleerida, et tasandada kare pind järgnevaks katmiseks ja sadestamiseks. Pärast madala kraavi isoleerimist (STI) on vaja poleerida, et silitada liigne ränidioksiid ja täita kaeviku täitmine. Pärast metalli sadestamist on vaja poleerida, et eemaldada liigsed metallikihid ja vältida seadme lühiseid.
Seetõttu hõlmab kiibi sünd mitmeid poleerimisetappe, et vähendada vahvli karedust ja pinnamuutusi ning eemaldada pinnalt liigne materjal. Lisaks ilmnevad pinnadefektid, mis on põhjustatud erinevatest plaatide protsessiprobleemidest, sageli alles pärast iga poleerimisetappi. Seega on poleerimise eest vastutavatel inseneridel suur vastutus. Nemad on kiibi tootmisprotsessis kesksed tegelased ja sageli süüdistatakse neid tootmiskoosolekutel. Nad peavad valdama nii märgsöövitamist kui ka füüsilist väljundit, mis on kiibi valmistamise põhilised poleerimistehnikad.
Millised on vahvlite poleerimismeetodid?
Poleerimisprotsessid võib jagada kolme suurde kategooriasse, mis põhinevad poleerimisvedeliku ja ränivahvli pinna vastastikmõju põhimõtetel:
1. Mehaaniline poleerimismeetod:
Mehaaniline poleerimine eemaldab poleeritud pinna eendid läbi lõikamise ja plastilise deformatsiooni, et saavutada sile pind. Levinud tööriistade hulka kuuluvad õlikivid, villarattad ja liivapaber, mida kasutatakse peamiselt käsitsi. Spetsiaalsetes osades, nagu pöörlevate korpuste pinnad, saab kasutada pöördlaudu ja muid abitööriistu. Kõrgete kvaliteedinõuetega pindade puhul võib kasutada ülipeent poleerimismeetodeid. Ülipeenpoleerimisel kasutatakse spetsiaalselt valmistatud abrasiivseid tööriistu, mis abrasiivi sisaldavas poleerimisvedelikus surutakse tihedalt vastu töödeldava detaili pinda ja pööratakse suurel kiirusel. Selle tehnikaga on võimalik saavutada pinnakaredus Ra0,008 μm, mis on kõigi poleerimismeetodite seas kõrgeim. Seda meetodit kasutatakse tavaliselt optiliste läätsede vormide jaoks.
2. Keemiline poleerimismeetod:
Keemiline poleerimine hõlmab materjali pinnal olevate mikroeendite eelistatud lahustamist keemilises keskkonnas, mille tulemuseks on sile pind. Selle meetodi peamised eelised on vähene vajadus keerukate seadmete järele, võime poleerida keeruka kujuga toorikuid ja võimalus poleerida paljusid toorikuid üheaegselt suure tõhususega. Keemilise poleerimise põhiküsimus on poleerimisvedeliku koostis. Keemilise poleerimisega saavutatav pinnakaredus on tavaliselt mitukümmend mikromeetrit.
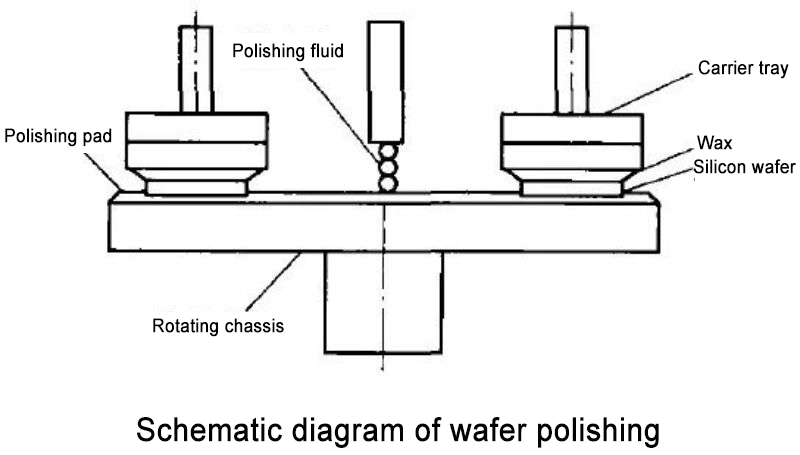
3. Keemilise mehaanilise poleerimise (CMP) meetod:
Igal kahel esimesel poleerimismeetodil on oma ainulaadsed eelised. Nende kahe meetodi kombineerimine võib protsessis saavutada üksteist täiendavaid efekte. Keemiline mehaaniline poleerimine ühendab mehaanilise hõõrdumise ja keemilise korrosiooni protsessid. CMP ajal oksüdeerivad poleerimisvedelikus olevad keemilised reaktiivid poleeritud substraadi materjali, moodustades pehme oksiidikihi. See oksiidikiht eemaldatakse seejärel mehaanilise hõõrdumise kaudu. Selle oksüdatsiooni ja mehaanilise eemaldamise protsessi kordamisega saavutatakse tõhus poleerimine.
Keemilise mehaanilise poleerimise (CMP) praegused väljakutsed ja probleemid:
CMP seisab silmitsi mitmete väljakutsete ja probleemidega tehnoloogia, majanduse ja keskkonnasäästlikkuse valdkonnas:
1) Protsessi järjepidevus: CMP protsessi kõrge järjepidevuse saavutamine on endiselt keeruline. Isegi samal tootmisliinil võivad protsessiparameetrite väikesed erinevused erinevate partiide või seadmete vahel mõjutada lõpptoote konsistentsi.
2) Kohanemisvõime uute materjalidega: kuna uute materjalide ilmumine jätkub, peab CMP-tehnoloogia kohanema nende omadustega. Mõned täiustatud materjalid ei pruugi olla ühilduvad traditsiooniliste CMP protsessidega, mistõttu on vaja välja töötada paremini kohandatavad poleerimisvedelikud ja abrasiivid.
3) Suuruse efektid: kuna pooljuhtseadmete mõõtmed kahanevad, muutuvad suuruse mõjust tingitud probleemid olulisemaks. Väiksemad mõõtmed nõuavad suuremat pinnatasasust, mistõttu on vaja täpsemaid CMP-protsesse.
4) Materjali eemaldamise kiiruse juhtimine: mõnes rakenduses on erinevate materjalide materjali eemaldamise kiiruse täpne juhtimine ülioluline. Suure jõudlusega seadmete tootmiseks on oluline tagada ühtlane eemaldamiskiirus erinevatest kihtidest CMP ajal.
5) Keskkonnasõbralikkus: CMP-s kasutatavad poleerimisvedelikud ja abrasiivid võivad sisaldada keskkonnale kahjulikke komponente. Keskkonnasõbralikumate ja säästvamate CMP protsesside ja materjalide uurimine ja arendamine on olulised väljakutsed.
6) Intelligentsus ja automatiseerimine: kuigi CMP-süsteemide intelligentsus ja automatiseerituse tase järk-järgult paranevad, peavad need siiski hakkama saama keerukate ja muutuvate tootmiskeskkondadega. Kõrgema automatiseerimise taseme ja intelligentse järelevalve saavutamine tootmise efektiivsuse parandamiseks on väljakutse, millega tuleb tegeleda.
7) Kulude kontroll: CMP hõlmab suuri seadme- ja materjalikulusid. Tootjad peavad parandama protsesside jõudlust, püüdes samal ajal vähendada tootmiskulusid, et säilitada turu konkurentsivõime.
Postitusaeg: juuni-05-2024