Üks ülevaade
Integraallülituste tootmisprotsessis on fotolitograafia põhiprotsess, mis määrab integraallülituste integratsioonitaseme. Selle protsessi funktsioon on ahela graafilise teabe täpne edastamine ja ülekandmine maskist (nimetatakse ka maskiks) pooljuhtmaterjalist substraadile.
Fotolitograafia protsessi põhiprintsiip on kasutada substraadi pinnale kaetud fotoresisti fotokeemilist reaktsiooni, et salvestada vooluringi muster maskile, saavutades seeläbi eesmärgi kanda integraallülituse muster konstruktsioonilt põhimikule.
Fotolitograafia põhiprotsess
Esiteks kantakse kattemasina abil substraadi pinnale fotoresist;
Seejärel kasutatakse fotoresistiga kaetud substraadi paljastamiseks fotolitograafiamasinat ja fotolitograafiamasina edastatud maski mustri teabe salvestamiseks kasutatakse fotokeemilise reaktsiooni mehhanismi, mis viib maski mustri täpsuse edastamise, ülekandmise ja replikatsiooni aluspinnale lõpule;
Lõpuks kasutatakse eksponeeritud substraadi ilmutamiseks ilmutit, et eemaldada (või säilitada) fotoresisti, mis läbib pärast kokkupuudet fotokeemilise reaktsiooni.
Teine fotolitograafia protsess
Maskil kavandatud vooluringi mustri räniplaadile ülekandmiseks tuleb esmalt ülekanne saavutada säritusprotsessi kaudu ja seejärel tuleb räni muster saada söövitusprotsessi kaudu.
Kuna fotolitograafia protsessiala valgustamiseks kasutatakse kollast valgusallikat, mille suhtes valgustundlikud materjalid ei ole tundlikud, nimetatakse seda ka kollase valguse alaks.
Fotolitograafiat kasutati esmakordselt trükitööstuses ja see oli trükkplaatide varase tootmise peamine tehnoloogia. Alates 1950. aastatest on fotolitograafiast saanud järk-järgult IC-tootmise mustrite ülekandmise peavoolutehnoloogia.
Litograafiaprotsessi põhinäitajad on eraldusvõime, tundlikkus, ülekatte täpsus, defektide määr jne.
Fotolitograafia protsessis on kõige kriitilisem materjal fotoresist, mis on valgustundlik materjal. Kuna fotoresisti tundlikkus sõltub valgusallika lainepikkusest, on fotolitograafia protsesside jaoks vaja erinevaid fotoresisti materjale nagu g/i joon, 248nm KrF ja 193nm ArF.
Tüüpilise fotolitograafia protsessi põhiprotsess koosneb viiest etapist
:
-Aluskile ettevalmistamine;
-kandke peale fotoresist ja pehme küpsetamine;
-Joondamine, säritamine ja säritusjärgne küpsetamine;
-Arendage kõva kile;
-Arengu tuvastamine.
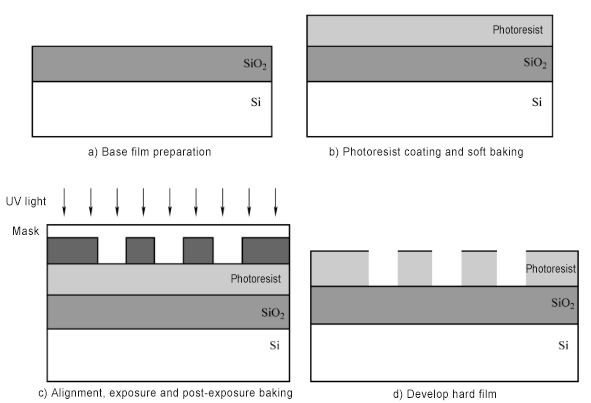
(1)Aluskile ettevalmistamine: peamiselt puhastamine ja dehüdratsioon. Kuna kõik saasteained nõrgendavad fotoresisti ja vahvli vahelist haardumist, võib põhjalik puhastamine parandada vahvli ja fotoresisti vahelist adhesiooni.
(2)Fotoresist kate: See saavutatakse räniplaadi pööramisega. Erinevad fotoresistid nõuavad erinevaid katmisprotsessi parameetreid, sealhulgas pöörlemiskiirust, fotoresisti paksust ja temperatuuri.
Pehme küpsetamine: Küpsetamine võib parandada fotoresisti ja ränivahvli vahelist adhesiooni, samuti fotoresisti paksuse ühtlust, mis on kasulik järgneva söövitusprotsessi geomeetriliste mõõtmete täpseks kontrollimiseks.
(3)Joondamine ja säritus: Joondamine ja säritus on fotolitograafia protsessi kõige olulisemad etapid. Need viitavad maski mustri joondamisele vahvli olemasoleva mustriga (või esikihi mustriga) ja seejärel kiiritamist konkreetse valgusega. Valgusenergia aktiveerib fotoresisti valgustundlikud komponendid, kandes seeläbi maski mustri fotoresistile.
Joondamiseks ja eksponeerimiseks kasutatakse fotolitograafiamasinat, mis on kogu integraallülituse tootmisprotsessi kõige kallim üksik protsessiseade. Fotolitograafiamasina tehniline tase esindab kogu tootmisliini arengutaset.
Säritusjärgne küpsetamine: viitab lühikesele küpsetusprotsessile pärast kokkupuudet, millel on teistsugune mõju kui sügav ultraviolettkiirguse fotoresistidel ja tavalistel i-line fotoresistidel.
Sügava ultraviolettkiirguse fotoresisti puhul eemaldab säritusjärgne küpsetamine fotoresistis olevad kaitsvad komponendid, võimaldades fotoresistil ilmutis lahustuda, seega on säritusjärgne küpsetamine vajalik;
Tavaliste i-line fotoresistide puhul võib säritusjärgne küpsetamine parandada fotoresisti nakkumist ja vähendada seisulaineid (seisulained avaldavad negatiivset mõju fotoresisti servade morfoloogiale).
(4)Kõva filmi arendamine: ilmuti kasutamine fotoresisti (positiivse fotoresisti) lahustuva osa lahustamiseks pärast säritust ja maski mustri täpseks kuvamiseks fotoresisti mustriga.
Ilmutusprotsessi võtmeparameetrid hõlmavad ilmutustemperatuuri ja -aega, ilmuti doseerimist ja kontsentratsiooni, puhastamist jne. Reguleerides vastavaid parameetreid ilmutuses, saab suurendada fotoresisti eksponeeritud ja valgustamata osade lahustumiskiiruse erinevust. soovitud arenguefekti saavutamine.
Kõvenemist nimetatakse ka kõvenevaks küpsetamiseks, mis on protsess, mille käigus eemaldatakse arendatud fotoresistist järelejäänud lahusti, ilmuti, vesi ja muud mittevajalikud jääkkomponendid, kuumutades ja aurustades neid, et parandada fotoresisti nakkumist ränisubstraadiga ja fotoresisti söövituskindlus.
Kõvenemisprotsessi temperatuur varieerub sõltuvalt erinevatest fotoresistidest ja kõvenemismeetoditest. Eelduseks on, et fotoresisti muster ei deformeeru ja fotoresist tuleks teha piisavalt kõvaks.
(5)Arengu kontroll: See on mõeldud fotoresisti mustri defektide kontrollimiseks pärast arendamist. Tavaliselt kasutatakse pildituvastustehnoloogiat kiibi mustri automaatseks skaneerimiseks pärast väljatöötamist ja võrdlemiseks eelnevalt salvestatud defektideta standardmustriga. Kui leitakse erinevusi, loetakse see defektseks.
Kui defektide arv ületab teatud väärtuse, otsustatakse, et räniplaat ei läbinud arendustesti ja selle võib vajaduse korral vanarauaks või ümber töödelda.
Integraallülituse tootmisprotsessis on enamik protsesse pöördumatud ja fotolitograafia on üks väheseid protsesse, mida saab ümber töödelda.
Kolm fotomaski ja fotoresist materjali
3.1 Fotomask
Fotomask, tuntud ka kui fotolitograafiamask, on meister, mida kasutatakse integraallülituse vahvlite valmistamise fotolitograafia protsessis.
Fotomaski tootmisprotsess on integraallülituste projekteerimisinseneride kavandatud vahvlite tootmiseks vajalike algsete paigutusandmete teisendamine andmevormingusse, mida lasermustrite generaatorid või elektronkiire säritusseadmed suudavad maski andmetöötluse abil ära tunda, nii et neid saaks eksponeerida ülaltoodud seadmed fotomaski alusmaterjalil, mis on kaetud valgustundliku materjaliga; seejärel töödeldakse seda mitme protsessiga, nagu arendus ja söövitamine, et kinnitada muster alusmaterjalile; lõpuks kontrollitakse, parandatakse, puhastatakse ja kiletatakse maskitoote moodustamiseks ning tarnitakse kasutamiseks integraallülituse tootjale.
3.2 Fotoresist
Fotoresist, tuntud ka kui fotoresist, on valgustundlik materjal. Selles sisalduvad valgustundlikud komponendid muutuvad valguse mõjul keemiliselt, põhjustades seeläbi muutusi lahustumiskiiruses. Selle põhiülesanne on kanda maskil olev muster aluspinnale, näiteks vahvlile.
Fotoresisti tööpõhimõte: Esiteks kaetakse fotoresist aluspinnale ja eelküpsetatakse lahusti eemaldamiseks;
Teiseks, mask puutub kokku valgusega, põhjustades eksponeeritud osa valgustundlikud komponendid keemilise reaktsiooni;
Seejärel tehakse säritusjärgne küpsetamine;
Lõpuks lahustatakse fotoresist osaliselt arendamise teel (positiivse fotoresisti puhul lahustatakse eksponeeritud ala; negatiivse fotoresisti puhul lahustatakse valgustamata ala), realiseerides seeläbi integraallülituse mustri ülekandmise maskilt substraadile.
Fotoresisti komponendid hõlmavad peamiselt kilet moodustavat vaiku, valgustundlikku komponenti, mikrolisandeid ja lahustit.
Nende hulgas kasutatakse kilet moodustavat vaiku mehaaniliste omaduste ja söövituskindluse tagamiseks; valgustundlik komponent läbib valguse käes keemilisi muutusi, põhjustades muutusi lahustumiskiiruses;
Jälgede lisandite hulka kuuluvad värvained, viskoossuse suurendajad jne, mida kasutatakse fotoresisti jõudluse parandamiseks; komponentide lahustamiseks ja ühtlaseks segamiseks kasutatakse lahusteid.
Praegu laialdaselt kasutusel olevad fotoresistid võib vastavalt fotokeemilise reaktsiooni mehhanismile jagada traditsioonilisteks fotoresistideks ja keemiliselt võimendatud fotoresistideks, samuti võib jagada ultraviolettkiirguse, sügava ultraviolettkiirguse, äärmusliku ultraviolettkiirguse, elektronkiire, ioonkiire ja röntgenikiirguse fotoresistideks. valgustundlikkuse lainepikkus.
Neli fotolitograafiaseadet
Fotolitograafia tehnoloogia on läbinud kontakt-/läheduslitograafia, optilise projektsioonlitograafia, astmelise ja korduva litograafia, skaneeriva litograafia, immersioonlitograafia ja EUV litograafia arendusprotsessi.
4.1 Kontakt-/läheduslitograafia masin
Kontaktlitograafia tehnoloogia ilmus 1960. aastatel ja seda kasutati laialdaselt 1970. aastatel. See oli peamine litograafiameetod väikesemahuliste integraallülituste ajastul ja seda kasutati peamiselt integraallülituste tootmiseks, mille funktsioonide suurus on suurem kui 5 μm.
Kontakt-/läheduslitograafiamasinas asetatakse vahvel tavaliselt käsitsi juhitavale horisontaalasendile ja pöörlevale töölauale. Operaator kasutab diskreetse väljamikroskoopi, et jälgida samaaegselt maski ja vahvli asendit, ning juhib käsitsi töölaua asendit maski ja vahvli joondamiseks. Pärast vahvli ja maski joondamist surutakse need kaks kokku nii, et mask on otseses kontaktis vahvli pinnal oleva fotoresistiga.
Pärast mikroskoobi objektiivi eemaldamist viiakse pressitud vahvel ja mask säritamiseks säritustabelile. Elavhõbelambi kiirgav valgus on kollimeeritud ja maskiga paralleelne läbi läätse. Kuna mask on otseses kontaktis vahvlil oleva fotoresisti kihiga, kantakse maski muster pärast säritust fotoresisti kihile vahekorras 1:1.
Kontaktlitograafia seadmed on kõige lihtsamad ja ökonoomsemad optilised litograafiaseadmed ning suudavad saavutada alla mikroni suuruse graafika eksponeerimise, mistõttu kasutatakse seda endiselt väikeste partiide tootmises ja laboriuuringutes. Suuremahulises integraallülituse tootmises võeti kasutusele proximity litograafia tehnoloogia, et vältida maski ja vahvli vahelisest otsesest kokkupuutest tingitud litograafiakulude suurenemist.
Läheduslitograafiat kasutati laialdaselt 1970. aastatel väikesemahuliste integraallülituste ajastul ja keskmise suurusega integraallülituste varasel ajastul. Erinevalt kontaktlitograafiast ei ole lähilitograafias mask vahvlil oleva fotoresistiga otseses kontaktis, vaid jäetakse lämmastikuga täidetud tühimik. Mask hõljub lämmastiku peal ning maski ja vahvli vahelise pilu suuruse määrab lämmastiku rõhk.
Kuna lähilitograafias pole vahvli ja maski vahel otsest kontakti, vähenevad litograafiaprotsessi käigus tekkivad defektid, vähendades seeläbi maski kadu ja parandades vahvli saagist. Lähilitograafias asetab vahvli ja maski vaheline vahe vahvli Fresneli difraktsioonipiirkonda. Difraktsiooni olemasolu piirab läheduslitograafia seadmete eraldusvõime edasist täiustamist, seega sobib see tehnoloogia peamiselt selliste integraallülituste tootmiseks, mille funktsioonide suurus on üle 3 μm.
4.2 Stepper ja repiiter
Stepper on vahvlilitograafia ajaloos üks olulisemaid seadmeid, mis on viinud submikronilise litograafia protsessi masstootmisse. Stepper kasutab maskil oleva mustri vahvlile ülekandmiseks tüüpilist staatilist särituse välja 22 mm × 22 mm ja optilist projektsiooniläätse reduktsioonisuhtega 5:1 või 4:1.
Samm- ja korduslitograafiamasin koosneb üldiselt särituse alamsüsteemist, tooriku astme alamsüsteemist, maski astme alamsüsteemist, fookuse/nivelleerimise alamsüsteemist, joonduse alamsüsteemist, põhikaadri alamsüsteemist, vahvliülekande alamsüsteemist, maski ülekande alamsüsteemist. , elektrooniline alamsüsteem ja tarkvara alamsüsteem.
Samm- ja korduslitograafiamasina tüüpiline tööprotsess on järgmine:
Esiteks kantakse fotoresistiga kaetud vahvel vahvliülekande alamsüsteemi abil tooriku lauale ja eksponeeritav mask maskide ülekande alamsüsteemi abil maskide tabelisse;
Seejärel kasutab süsteem teravustamise/nivelleerimise alamsüsteemi, et mõõta töödeldava detaili plaadil mitmepunktilist kõrgust, et saada teavet, nagu eksponeeritava vahvli pinna kõrgus ja kaldenurk, nii et säritusala plaati saab särituse ajal alati juhtida projitseerimisobjekti fookussügavuses;Seejärel kasutab süsteem maski ja vahvli joondamiseks joondamise alamsüsteemi, nii et säritusprotsessi ajal jääb maski kujutise ja vahvli mustri ülekande asukoha täpsus alati ülekatte nõuete piiresse.
Lõpuks viiakse mustri ülekandefunktsiooni realiseerimiseks kogu vahvlipinna samm-säritustegevus lõpule vastavalt ettenähtud teele.
Järgnev samm- ja skanneri litograafiamasin põhineb ülaltoodud põhitööprotsessil, parandades sammumist → säritust skaneerimisega → säritust ja teravustamist/nivelleerimist → joondamist → kaheetapilise mudeli säritust mõõtmisele (teravustamine/nivelleerimine → joondamine) ja skaneerimisele. eksponeerimine paralleelselt.
Võrreldes astmelise ja skanniva litograafiamasinaga ei pea astmeline ja korduv litograafiamasin saavutama maski ja vahvli sünkroonset pöördskaneerimist ning ei vaja skaneerimismaskide tabelit ja sünkroonse skaneerimise juhtimissüsteemi. Seetõttu on struktuur suhteliselt lihtne, hind on suhteliselt madal ja töö on usaldusväärne.
Pärast seda, kui IC-tehnoloogia sisenes 0, 25 μm-ni, hakkas astmelise ja korduva litograafia rakendamine vähenema, kuna astmelise skaneerimisega litograafia eelised olid särituse välja suuruse ja särituse ühtluse skaneerimisel. Praegu on Nikoni uusimal astmelisel ja korduval litograafial staatilise särituse vaateväli sama suur kui astmelise skaneerimisega litograafial ning see suudab töödelda rohkem kui 200 vahvlit tunnis, kusjuures tootmist on äärmiselt kõrge. Seda tüüpi litograafiamasinaid kasutatakse praegu peamiselt mittekriitiliste IC-kihtide valmistamiseks.
4.3 Stepper-skanner
Step-and-scan litograafiat hakati kasutama 1990. aastatel. Erinevate särituse valgusallikate konfigureerimisega saab samm-skannimistehnoloogia toetada erinevaid protsessitehnoloogia sõlme, alates 365 nm, 248 nm, 193 nm keelekümblusest kuni EUV litograafiani. Erinevalt astmelisest ja korduvast litograafiast kasutab astmelise skaneerimisega litograafia ühevälja säritus dünaamilist skaneerimist, see tähendab, et maskiplaat lõpetab skaneerimise liikumise vahvli suhtes sünkroonselt; pärast praeguse välja särituse lõpetamist kantakse vahvlit tooriku staadiumisse ja viiakse järgmisse skaneerimisvälja asendisse ning korduv säritus jätkub; korrake astmelist säritust mitu korda, kuni kogu vahvli kõik väljad on paljastatud.
Konfigureerides erinevat tüüpi valgusallikaid (nagu i-line, KrF, ArF), saab stepper-skanner toetada peaaegu kõiki pooljuhtide esiotsa protsessi tehnoloogiasõlmi. Tüüpilised ränipõhised CMOS-protsessid on alates 0,18 μm sõlmest suurtes kogustes kasutusele võtnud stepper-skannerid; äärmusliku ultraviolettkiirguse (EUV) litograafiamasinad, mida praegu kasutatakse alla 7 nm protsessisõlmedes, kasutavad ka astmelist skaneerimist. Pärast osalist adaptiivset muutmist saab stepper-skanner toetada ka paljude mitte-ränipõhiste protsesside, nagu MEMS, toiteseadmed ja RF-seadmed, uurimis- ja arendustegevust ning tootmist.
Peamised samm-skaneeritavate projektsioonilitograafiamasinate tootjad on ASML (Holland), Nikon (Jaapan), Canon (Jaapan) ja SMEE (Hiina). ASML tõi 2001. aastal turule astmelise skaneerimisega litograafiamasinate TWINSCAN seeria. See võtab kasutusele kaheastmelise süsteemiarhitektuuri, mis võib tõhusalt parandada seadmete väljundkiirust ja sellest on saanud kõige laialdasemalt kasutatav tipptasemel litograafiamasin.
4.4 Keelekümbluslitograafia
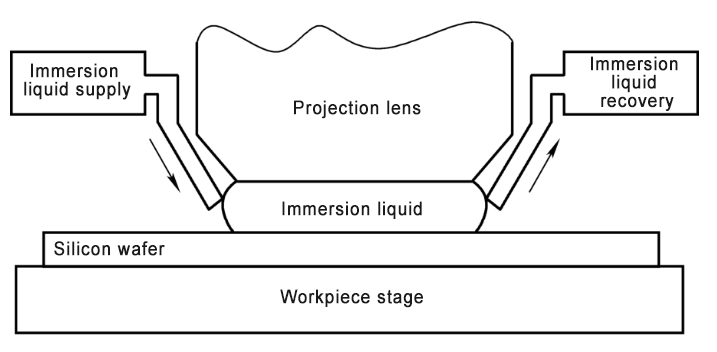
Rayleighi valemist on näha, et kui särituse lainepikkus jääb muutumatuks, on tõhus viis pildistamise eraldusvõime edasiseks parandamiseks pildisüsteemi numbrilise ava suurendamine. Alla 45 nm ja kõrgemate kujutise eraldusvõimete puhul ei vasta ArF kuivsärituse meetod enam nõuetele (kuna see toetab maksimaalset pildistamise eraldusvõimet 65 nm), mistõttu on vaja kasutusele võtta immersioonlitograafia meetod. Traditsioonilises litograafiatehnoloogias on läätse ja fotoresisti vaheliseks keskkonnaks õhk, immersioonlitograafia tehnoloogia aga asendab õhukeskkonna vedelikuga (tavaliselt ülipuhas vesi, mille murdumisnäitaja on 1,44).
Tegelikult kasutab keelekümbluslitograafia tehnoloogia eraldusvõime parandamiseks valgusallika lainepikkuse lühendamist pärast seda, kui valgus läbib vedelat keskkonda, ja lühendamissuhe on vedela keskkonna murdumisnäitaja. Kuigi keelekümbluslitograafiamasin on astmelise ja skaneerimisega litograafiamasina tüüp ja selle seadmete süsteemilahendus ei ole muutunud, on see samm-skaneerimisega litograafiamasina ArF modifikatsioon ja laiendus, mis tuleneb sellega seotud võtmetehnoloogiate kasutuselevõtust. keelekümblusele.
Keelekümbluslitograafia eeliseks on see, et süsteemi numbrilise ava suurenemise tõttu paraneb samm-skanneri litograafiamasina kujutise eraldusvõime, mis suudab täita protsessi nõudeid kujutise eraldusvõimega alla 45 nm.
Kuna keelekümbluslitograafiamasin kasutab endiselt ArF-valgusallikat, on protsessi järjepidevus tagatud, säästes valgusallika, seadmete ja protsessi uurimis- ja arenduskulusid. Selle põhjal koos mitme graafika ja arvutusliku litograafiatehnoloogiaga saab keelekümbluslitograafiamasinat kasutada protsessisõlmedes, mille laius on 22 nm ja alla selle. Enne kui EUV litograafiamasin ametlikult masstootmisse võeti, oli keelekümbluslitograafiamasinat laialdaselt kasutatud ja see vastaks 7 nm sõlme protsessinõuetele. Kuid immersioonivedeliku kasutuselevõtu tõttu on seadmete enda tehniline keerukus oluliselt suurenenud.
Selle võtmetehnoloogiate hulka kuuluvad sukeldusvedeliku tarnimise ja taaskasutamise tehnoloogia, keelekümblusvedeliku välja hooldustehnoloogia, keelekümbluslitograafia saaste- ja defektide kontrollimise tehnoloogia, ülisuure numbrilise avaga keelekümblusprojektsiooniobjektiivide väljatöötamine ja hooldus ning kujutise kvaliteedi tuvastamise tehnoloogia keelekümblustingimustes.
Praegu pakuvad kaubanduslikke ArFi samm-skannimise litograafiamasinaid peamiselt kaks ettevõtet, nimelt Hollandi ASML ja Jaapani Nikon. Nende hulgas on ühe ASML NXT1980 Di hind umbes 80 miljonit eurot.
4.5 Extreme Ultraviolet Litography Machine
Fotolitograafia eraldusvõime parandamiseks lühendatakse särituse lainepikkust veelgi pärast eksimeervalgusallika kasutuselevõttu ja särituse valgusallikana võetakse kasutusele äärmuslik ultraviolettvalgus lainepikkusega 10–14 nm. Äärmusliku ultraviolettvalguse lainepikkus on äärmiselt lühike ja kasutatav peegeldav optiline süsteem koosneb tavaliselt mitmekihilistest kilereflektoritest, nagu Mo/Si või Mo/Be.
Nende hulgas on Mo / Si mitmekihilise kile teoreetiline maksimaalne peegeldusvõime lainepikkuste vahemikus 13,0 kuni 13,5 nm umbes 70% ja Mo / Be mitmekihilise kile teoreetiline maksimaalne peegeldusvõime lühema lainepikkuse 11,1 nm juures on umbes 80%. Kuigi Mo/Be mitmekihiliste kilereflektorite peegeldusvõime on suurem, on Be väga mürgine, mistõttu EUV litograafiatehnoloogia väljatöötamisel selliste materjalide uurimisest loobuti.Praegune EUV litograafiatehnoloogia kasutab Mo / Si mitmekihilist kilet ja selle särituse lainepikkuseks on samuti määratud 13,5 nm.
Peamine äärmuslik ultraviolettvalgusallikas kasutab laseriga toodetud plasma (LPP) tehnoloogiat, mis kasutab suure intensiivsusega lasereid kuumsulava Sn-plasma ergutamiseks valguse kiirgamiseks. Pikka aega on EUV litograafiamasinate tõhusust piiranud kitsaskohtadeks olnud valgusallika võimsus ja kättesaadavus. Peaostsillaatori võimsusvõimendi, ennustava plasma (PP) tehnoloogia ja kohapealse kogumispeegli puhastustehnoloogia abil on EUV valgusallikate võimsus ja stabiilsus oluliselt paranenud.
EUV litograafiamasin koosneb peamiselt sellistest alamsüsteemidest nagu valgusallikas, valgustus, objektiiv, tooriku staadium, maski staadium, vahvli joondamine, teravustamine/nivelleerimine, maski edastamine, vahvliülekanne ja vaakumraam. Pärast mitmekihilise kattega helkuritest koosneva valgustussüsteemi läbimist kiiritatakse peegeldavale maskile äärmuslik ultraviolettvalgus. Maskilt peegeldunud valgus siseneb reflektorite seeriast koosnevasse optilise täieliku peegelduse kujutise süsteemi ja lõpuks projitseeritakse maski peegeldunud kujutis vaakumkeskkonnas vahvli pinnale.
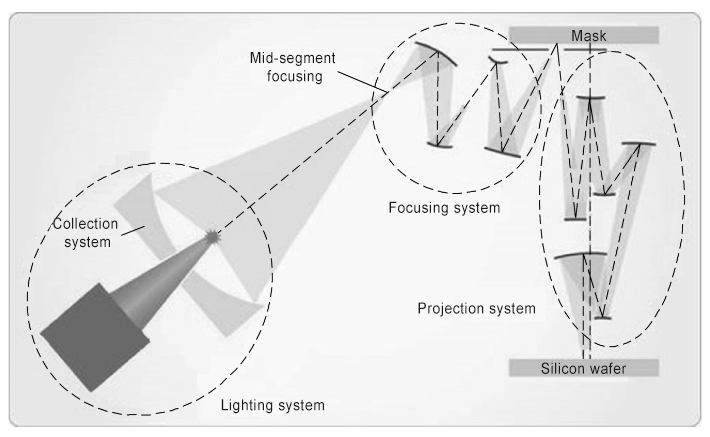
EUV litograafiamasina särituse vaateväli ja pildistamise vaateväli on mõlemad kaarekujulised ning väljundkiiruse parandamiseks kasutatakse samm-sammult skaneerimismeetodit, et saavutada täielik säritus. ASML-i kõige arenenum NXE-seeria EUV litograafiamasin kasutab särituse valgusallikat lainepikkusega 13,5 nm, peegeldavat maski (6° kaldus langemine), 4x reduktsiooniga peegeldava projektsiooni objektiivisüsteemi 6-peegelstruktuuriga (NA=0,33), skaneerimise vaateväli 26 mm × 33 mm ja vaakumiga kokkupuutekeskkond.
Võrreldes keelekümbluslitograafiamasinatega on äärmuslikke ultraviolettvalgusallikaid kasutavate EUV litograafiamasinate ühe särituse eraldusvõimet oluliselt paranenud, mis võib tõhusalt vältida keerukat protsessi, mis on vajalik mitme fotolitograafia jaoks kõrge eraldusvõimega graafika moodustamiseks. Praegu ulatub 0,33 numbrilise avaga litograafiamasina NXE 3400B ühe särituse eraldusvõime 13 nm-ni ja väljundkiirus 125 tükki tunnis.
Moore'i seaduse edasise laiendamise vajaduste rahuldamiseks võtavad 0,5-kordse numbrilise avaga EUV litograafiamasinad kasutusele keskse valguse blokeerimisega projektsiooniobjektiivisüsteemi, kasutades asümmeetrilist suurendust 0,25 korda/0,125 korda. skaneerimise särituse vaateväli väheneb 26 mm × 33 mm-lt 26 mm × 16,5 mm-le ja ühe särituse eraldusvõime võib ulatuda alla 8 nm.
——————————————————————————————————————————————————— ———————————
Semicera võib pakkudagrafiidist osad, pehme/jäik vilt, ränikarbiidist osad, CVD ränikarbiidist osadjaSiC/TaC kaetud osadtäieliku pooljuhtprotsessiga 30 päevaga.
Kui olete huvitatud ülaltoodud pooljuhttoodetest,palun ärge kõhelge meiega esimest korda ühendust võtmast.
Tel: +86-13373889683
WhatsAPP: +86-15957878134
Email: sales01@semi-cera.com
Postitusaeg: 31. august 2024