1.Integraallülituste kohta
1.1 Integraallülituste mõiste ja sünd
Integraallülitus (IC): viitab seadmele, mis kombineerib aktiivseid seadmeid, nagu transistorid ja dioodid, passiivsete komponentidega, nagu takistid ja kondensaatorid, kasutades mitmeid spetsiifilisi töötlemismeetodeid.
Ahel või süsteem, mis on „integreeritud” pooljuhtplaadile (nt räni või ühendid, nagu galliumarseniid) vastavalt teatud vooluahelate ühendustele ja seejärel pakendatud kesta, et täita teatud funktsioone.
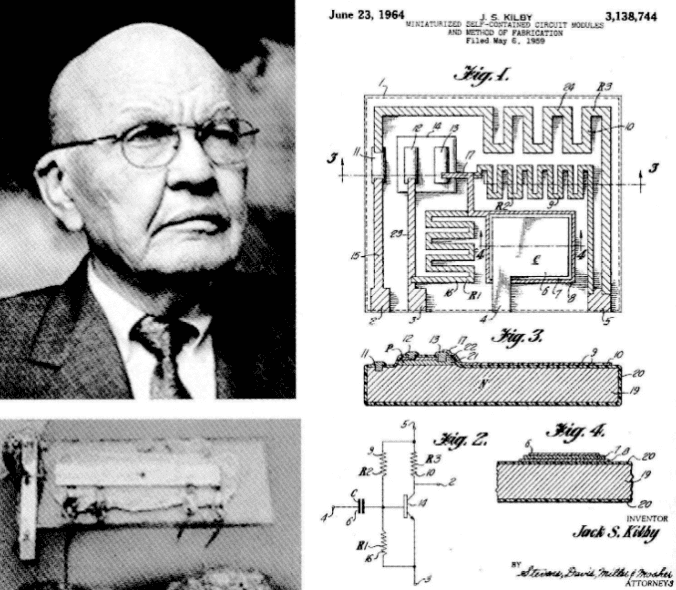
Aastal 1958 pakkus Jack Kilby, kes vastutas Texas Instrumentsi (TI) elektroonikaseadmete miniaturiseerimise eest, integraallülituste idee:
"Kuna kõiki komponente, nagu kondensaatorid, takistid, transistorid jne, saab valmistada ühest materjalist, arvasin, et on võimalik teha need pooljuhtmaterjali tükile ja seejärel ühendada, et moodustada terviklik vooluring."
12. septembril ja 19. septembril 1958 lõpetas Kilby vastavalt faasinihke ostsillaatori ja päästiku valmistamise ja demonstreerimise, mis tähistas integraallülituse sündi.
2000. aastal pälvis Kilby Nobeli füüsikaauhinna. Nobeli preemia komitee kommenteeris kord, et Kilby "pani aluse kaasaegsele infotehnoloogiale".
Alloleval pildil on Kilby ja tema integraallülituse patent:
1.2 Pooljuhtide valmistamise tehnoloogia arendamine
Järgmisel joonisel on kujutatud pooljuhtide valmistamise tehnoloogia arenguetapid: 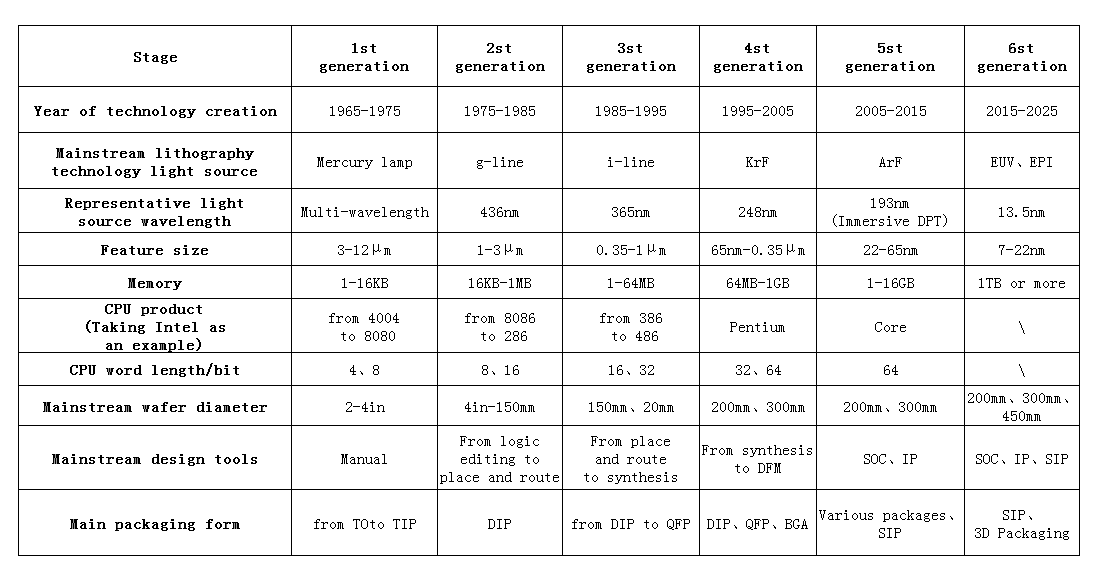
1.3 Integraallülituste tööstusahel
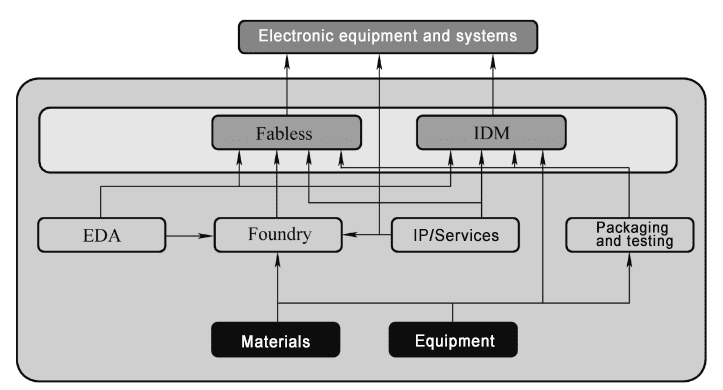
Pooljuhtide tööstuse ahela (peamiselt integraallülitused, sealhulgas diskreetsed seadmed) koostis on näidatud ülaltoodud joonisel:
- Fabless: ettevõte, mis disainib tooteid ilma tootmisliinita.
- IDM: integreeritud seadme tootja, integreeritud seadme tootja;
- IP: vooluahela mooduli tootja;
- EDA: Electronic Design Automatic, elektrooniline projekteerimise automatiseerimine, ettevõte pakub peamiselt projekteerimistööriistu;
- valukoda; Vahvlivalukoda, kiibi valmistamise teenused;
- Valukojad pakendavad ja testivad: peamiselt teenindavad Fablessi ja IDM-i;
- Materjalide ja eriseadmete ettevõtted: peamiselt tarnivad vajalikke materjale ja seadmeid kiipe tootvatele ettevõtetele.
Peamised pooljuhttehnoloogia abil toodetavad tooted on integraallülitused ja diskreetsed pooljuhtseadmed.
Integraallülituste peamised tooted on järgmised:
- rakendusspetsiifilised standardosad (ASSP);
- mikroprotsessorseade (MPU);
- Mälu
- Rakendusspetsiifiline integraallülitus (ASIC);
- Analoogahel;
- Üldine loogikalülitus (Loogical Circuit).
Pooljuht diskreetsete seadmete peamised tooted hõlmavad:
- Diood;
- transistor;
- Toiteseade;
- kõrgepingeseade;
- mikrolaineahi;
- Optoelektroonika;
- Andurseade (Sensor).
2. Integraallülituse tootmisprotsess
2.1 Kiibi tootmine
Räniplaadil saab üheaegselt valmistada kümneid või isegi kümneid tuhandeid spetsiifilisi kiipe. Kiipide arv räniplaadil oleneb toote tüübist ja iga kiibi suurusest.
Räniplaate nimetatakse tavaliselt substraatideks. Ränivahvlite läbimõõt on aastate jooksul kasvanud, algusest alla 1-tolliselt kuni praegu tavapäraselt kasutatava 12-tollise (umbes 300 mm) läbimõõduni ning see on üleminekul 14-tollisele või 15-tollisele.
Kiibi tootmine jaguneb üldiselt viieks etapiks: räniplaatide ettevalmistamine, räniplaatide valmistamine, kiibi testimine/korjamine, kokkupanek ja pakendamine ning lõplik testimine.
(1)
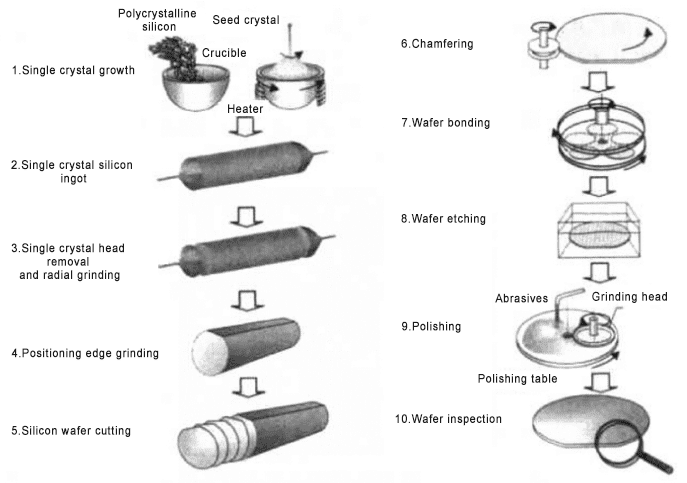
Ränivahvli ettevalmistamine:
Tooraine valmistamiseks ekstraheeritakse räni liivast ja puhastatakse. Spetsiaalse protsessiga valmistatakse sobiva läbimõõduga räni valuplokid. Seejärel lõigatakse valuplokid õhukesteks räniplaatideks mikrokiipide valmistamiseks.
Vahvlid valmistatakse ette vastavalt spetsiifilistele spetsifikatsioonidele, nagu registreerimisserva nõuded ja saastatuse tase.
(2)Räniplaatide tootmine:
Tuntud ka kui kiibi tootmine, saabub paljas ränivahv ränivahvlite tootmistehasesse ja läbib seejärel erinevaid puhastamise, kile moodustamise, fotolitograafia, söövitamise ja dopingustamisetappe. Töödeldud räniplaadil on terviklik integraallülituste komplekt, mis on räniplaadile püsivalt söövitatud.
(3)Räniplaatide testimine ja valik:
Pärast ränivahvlite valmistamise lõpetamist saadetakse räniplaadid testimis-/sorteerimisalale, kus üksikuid kiipe sondeeritakse ja elektriliselt testitakse. Seejärel sorteeritakse vastuvõetavad ja vastuvõetamatud kiibid välja ning defektsed kiibid märgitakse.
(4)Kokkupanek ja pakendamine:
Pärast vahvlite testimist/sorteerimist sisenevad vahvlid montaaži- ja pakkimisetappi, et pakendada üksikud kiibid kaitsetoru pakendisse. Vahvli tagumine külg on lihvitud, et vähendada aluspinna paksust.
Iga vahvli tagaküljele kinnitatakse paks plastkile ja seejärel eraldatakse teemantotsaga saeketta iga vahvli laastud mööda esiküljel olevaid kriipsujooni.
Räniplaadi tagaküljel olev plastkile hoiab ränikiibi maha kukkumast. Koostetehases pressitakse või evakueeritakse head laastud, et moodustada koostepakett. Hiljem suletakse kiip plast- või keraamilisse kesta.
(5)Lõplik test:
Kiibi funktsionaalsuse tagamiseks testitakse iga pakendatud integraallülitust, et see vastaks tootja elektri- ja keskkonnaomaduste parameetrite nõuetele. Pärast lõplikku testimist saadetakse kiip kliendile kokkupanemiseks selleks ettenähtud kohta.
2.2 Protsessiosakond
Integraallülituse tootmisprotsessid jagunevad üldiselt järgmisteks osadeks:
Esiosa: esiotsa protsess viitab üldiselt selliste seadmete nagu transistoride tootmisprotsessile, mis hõlmab peamiselt isolatsiooni, värava struktuuri, allika ja äravoolu, kontaktavade jne moodustamise protsesse.
Tagaosa: Taustprotsess viitab peamiselt ühendusliinide moodustamisele, mis suudavad edastada elektrilisi signaale erinevatele kiibil olevatele seadmetele, hõlmates peamiselt selliseid protsesse nagu ühendusliinide vaheline dielektriline sadestumine, metallliinide moodustamine ja pliipadja moodustamine.
Keskmine etapp: Transistoride jõudluse parandamiseks kasutavad kõrgtehnoloogilised sõlmed pärast 45 nm/28 nm kõrge k-ga paisu dielektrikuid ja metallvärava protsesse ning lisavad asendusvärava protsessid ja kohalikud ühendusprotsessid pärast transistori allika ja äravoolu struktuuri ettevalmistamist. Need protsessid jäävad esiotsa ja tagaotsa protsessi vahele ning traditsioonilistes protsessides neid ei kasutata, seetõttu nimetatakse neid keskastme protsessideks.
Tavaliselt on kontaktiava ettevalmistamise protsess eraldusjoon esiotsa protsessi ja tagaosa protsessi vahel.
Kontakti auk: räniplaadile vertikaalselt söövitatud auk esimese kihi metallist ühendusliini ja põhimikuseadme ühendamiseks. See on täidetud metalliga, näiteks volframiga, ja seda kasutatakse seadme elektroodi juhtimiseks metallist ühenduskihini.
Läbi augu: See on ühendustee kahe kõrvuti asetseva metallist ühendusliini kihi vahel, mis asuvad kahe metallikihi vahelises dielektrilises kihis ja on üldiselt täidetud metallidega, näiteks vasega.
Laias mõttes:
Esiotsa protsess: Laiemas mõttes peaks integraallülituste tootmine hõlmama ka testimist, pakkimist ja muid samme. Võrreldes testimise ja pakkimisega on komponentide ja ühenduste tootmine integraallülituste tootmise esimene osa, mida ühiselt nimetatakse esiotsa protsessideks;
Tagumine protsess: Testimist ja pakkimist nimetatakse taustaprotsessideks.
3. Lisa
SMIF: standardne mehaaniline liides
AMHS: automatiseeritud materjali üleandmise süsteem
OHT: Ülemine tõstuk
FOUP: eest avanev Unified Pod, eksklusiivne 12-tollistele (300 mm) vahvlitele
Veelgi olulisem onSemicera võib pakkudagrafiidist osad, pehme/jäik vilt,ränikarbiidist osad, CVD ränikarbiidist osadjaSiC/TaC kaetud osadtäieliku pooljuhtprotsessiga 30 päevaga.Ootame siiralt, et saame teie pikaajaliseks partneriks Hiinas.
Postitusaeg: 15. august 2024