Ülevaade pooljuhtprotsessist
Pooljuhtprotsess hõlmab peamiselt mikrotootmise ja kiletehnoloogiate rakendamist, et täielikult ühendada kiibid ja muud elemendid erinevates piirkondades, nagu substraadid ja raamid. See hõlbustab plii klemmide eraldamist ja kapseldamist plastist isolatsioonikeskkonnaga, et moodustada integreeritud tervik, mis on esitatud kolmemõõtmelise struktuurina, mis viib lõpuks pooljuhtide pakkimisprotsessi lõpule. Pooljuhtprotsessi mõiste hõlmab ka pooljuhtkiibi pakendi kitsast määratlust. Laiemas perspektiivis viitab see pakenditehnikale, mis hõlmab ühendamist ja aluspinnaga kinnitamist, vastavate elektroonikaseadmete konfigureerimist ning tugeva ja tervikliku jõudlusega tervikliku süsteemi ehitamist.
Pooljuhtide pakkimisprotsessi voog
Pooljuhtide pakkimisprotsess hõlmab mitmeid ülesandeid, nagu on näidatud joonisel 1. Igal protsessil on spetsiifilised nõuded ja tihedalt seotud töövood, mistõttu on praktilises etapis vaja üksikasjalikku analüüsi. Konkreetne sisu on järgmine:
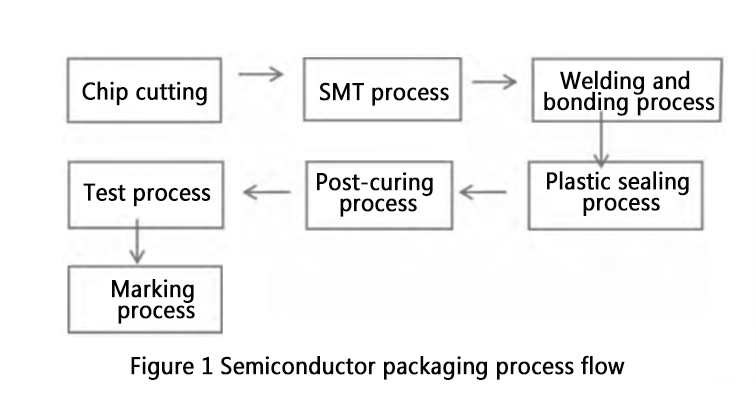
1. Laastude lõikamine
Pooljuhtide pakendamise protsessis hõlmab kiibi lõikamine ränivahvlite viilutamist üksikuteks kiipideks ja ränijääkide viivitamatut eemaldamist, et vältida takistusi järgnevas töös ja kvaliteedikontrollis.
2. Kiibi paigaldamine
Kiibi paigaldamise protsess keskendub vooluringi kahjustuste vältimisele vahvli lihvimisel, rakendades kaitsekilekihti, rõhutades järjekindlalt vooluahela terviklikkust.
3. Traadi liimimisprotsess
Traadi sidumisprotsessi kvaliteedi kontrollimine hõlmab erinevat tüüpi kuldtraatide kasutamist kiibi liimimispatjade ühendamiseks raami padjanditega, tagades kiibi ühendamise väliste vooluahelatega ja säilitades protsessi üldise terviklikkuse. Tavaliselt kasutatakse legeeritud kuldtraate ja legeeritud kuldtraate.
Legeeritud kuldtraadid: tüüpide hulka kuuluvad GS, GW ja TS, mis sobivad kõrge kaarega (GS: >250 μm), keskmise ja kõrge kaarega (GW: 200–300 μm) ja keskmise madala kaarega (TS: 100–200) μm) sidumine vastavalt.
Legeeritud kuldtraadid: tüüpide hulka kuuluvad AG2 ja AG3, mis sobivad madala kaarega liimimiseks (70-100 μm).
Nende juhtmete läbimõõt on vahemikus 0,013 mm kuni 0,070 mm. Sobiva tüübi ja läbimõõdu valimine vastavalt töönõuetele ja standarditele on kvaliteedikontrolli jaoks ülioluline.
4. Vormimisprotsess
Vormielementide põhiskeem hõlmab kapseldamist. Vormiprotsessi kvaliteedi kontrollimine kaitseb komponente, eriti väliste jõudude eest, mis põhjustavad erineva raskusastmega kahjustusi. See hõlmab komponentide füüsikaliste omaduste põhjalikku analüüsi.
Praegu kasutatakse kolme peamist meetodit: keraamiline pakend, plastpakend ja traditsiooniline pakend. Iga pakenditüübi osakaalu juhtimine on ülemaailmsete laastutootmise nõudluse rahuldamiseks ülioluline. Protsessi ajal on vaja kõikehõlmavaid oskusi, nagu kiibi ja pliiraami eelsoojendamine enne epoksüvaiguga kapseldamist, vormimine ja vormijärgne kõvenemine.
5. Järelkõvenemisprotsess
Pärast vormimisprotsessi on vaja järelkõvenemist, keskendudes protsessi või pakendi ümber olevate liigsete materjalide eemaldamisele. Kvaliteedikontroll on oluline, et vältida protsessi üldise kvaliteedi ja välimuse mõjutamist.
6.Testimisprotsess
Kui eelmised protsessid on lõpule viidud, tuleb protsessi üldist kvaliteeti testida täiustatud testimistehnoloogiate ja -vahendite abil. See samm hõlmab andmete üksikasjalikku salvestamist, keskendudes sellele, kas kiip töötab normaalselt, lähtudes selle jõudluse tasemest. Arvestades testimisseadmete kõrget hinda, on ülioluline säilitada kvaliteedikontroll kogu tootmisetapi jooksul, sealhulgas visuaalne kontroll ja elektrilise jõudluse testimine.
Elektrilise jõudluse testimine: see hõlmab integraallülituste testimist automaatse testimisseadme abil ja iga vooluahela õige ühendamise tagamist elektrilise testimise jaoks.
Visuaalne kontroll: tehnikud kasutavad mikroskoope, et põhjalikult kontrollida valmis pakendatud kiipe, et veenduda, et need ei sisalda defekte ja vastavad pooljuhtpakendi kvaliteedistandarditele.
7. Märgistamise protsess
Märgistamise protsess hõlmab testitud laastude viimist pooltoodete lattu lõplikuks töötlemiseks, kvaliteedikontrolliks, pakendamiseks ja saatmiseks. See protsess hõlmab kolme peamist sammu:
1) Galvaneerimine: pärast juhtmete moodustamist kantakse oksüdatsiooni ja korrosiooni vältimiseks korrosioonivastane materjal. Tavaliselt kasutatakse galvaniseerimise sadestamise tehnoloogiat, kuna enamik juhtmeid on valmistatud tinast.
2) Painutamine: töödeldud juhtmed kujundatakse seejärel, integraallülitusriba asetatakse pliivormimistööriista, mis kontrollib juhtme kuju (J- või L-tüüpi) ja pinnale paigaldatavat pakendit.
3) Laserprintimine: lõpuks trükitakse vormitud tooted kujundusega, mis toimib pooljuhtide pakkimisprotsessi erimärgina, nagu on näidatud joonisel 3.
Väljakutsed ja soovitused
Pooljuhtide pakkimisprotsesside uurimine algab pooljuhttehnoloogia ülevaatega, et mõista selle põhimõtteid. Järgmiseks on pakendamisprotsessi voolu uurimise eesmärk tagada toimingute ajal täpne kontroll, kasutades rutiinsete probleemide vältimiseks rafineeritud juhtimist. Kaasaegse arengu kontekstis on pooljuhtide pakendamise protsesside väljakutsete tuvastamine hädavajalik. Soovitatav on keskenduda kvaliteedikontrolli aspektidele, omandades põhjalikult põhipunktid, et protsessi kvaliteeti tõhusalt tõsta.
Kvaliteedikontrolli vaatenurgast analüüsides on juurutamisel olulisi väljakutseid, mis on tingitud paljudest spetsiifilise sisu ja nõuetega protsessidest, millest igaüks mõjutab üksteist. Praktiliste toimingute ajal on vaja ranget kontrolli. Täpse tööhoiaku ja arenenud tehnoloogiate rakendamisega saab parandada pooljuhtide pakendamise protsessi kvaliteeti ja tehnilist taset, tagades igakülgse rakenduse tõhususe ja saavutades suurepärase üldise kasu (nagu on näidatud joonisel 3).
Postitusaeg: 22. mai-2024