Pooljuhtjõuseadmed on jõuelektroonikasüsteemides kesksel kohal, eriti tehnoloogiate, nagu tehisintellekt, 5G side ja uued energiasõidukid, kiire arengu kontekstis on nende jõudlusnõudeid täiustatud.
Ränikarbiid(4H-SiC) on muutunud ideaalseks materjaliks suure jõudlusega pooljuhtjõuseadmete tootmiseks tänu oma eelistele, nagu lai ribalaius, kõrge soojusjuhtivus, suur läbilöögiväljatugevus, kõrge küllastuse triivi kiirus, keemiline stabiilsus ja kiirguskindlus. Siiski on 4H-SiC kõrge kõvadus, kõrge rabedus, tugev keemiline inertsus ja kõrge töötlemisraskus. Selle alusplaadi pinnakvaliteet on suuremahuliste seadmerakenduste jaoks ülioluline.
Seetõttu on 4H-SiC substraadi vahvlite pinnakvaliteedi parandamine, eriti kahjustatud kihi eemaldamine vahvlitöötlemispinnalt, võti tõhusa, madala kaoga ja kvaliteetse 4H-SiC substraadi vahvli töötlemise saavutamiseks.
Katsetage
Katses kasutatakse füüsilise aurutranspordi meetodil kasvatatud 4-tollist N-tüüpi 4H-SiC valuplokki, mida töödeldakse traadi lõikamise, lihvimise, jämeda lihvimise, peenlihvimise ja poleerimise teel ning mis registreerib C-pinna ja Si-pinna eemaldamise paksuse. ja vahvli lõplik paksus igas protsessis.
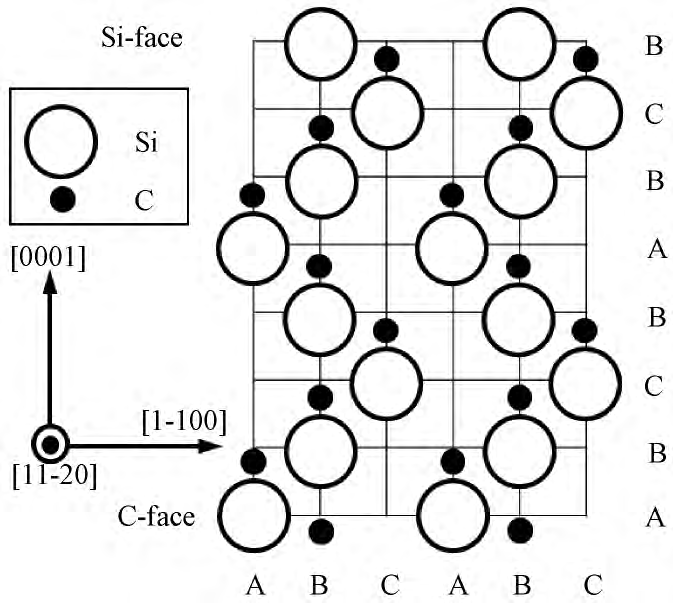
Joonis 1 4H-SiC kristallstruktuuri skemaatiline diagramm
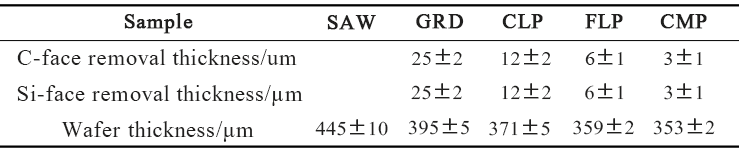
Joonis 2 Paksus eemaldatud 4H- C- ja Si-küljeltSiC vahvelpärast erinevaid töötlemisetappe ja vahvli paksust pärast töötlemist
Vahvli paksust, pinna morfoloogiat, karedust ja mehaanilisi omadusi iseloomustasid täielikult vahvli geomeetria parameetrite tester, diferentsiaal-interferentsmikroskoop, aatomjõumikroskoop, pinnakareduse mõõtmisvahend ja nanoindenter. Lisaks kasutati vahvli kristallide kvaliteedi hindamiseks kõrge eraldusvõimega röntgendifraktomeetrit.
Need katseetapid ja katsemeetodid pakuvad üksikasjalikku tehnilist tuge materjali eemaldamise kiiruse ja pinnakvaliteedi uurimiseks 4H-töötluse ajal.SiC vahvlid.
Teadlased analüüsisid katsetega materjali eemaldamise kiiruse (MRR), pinna morfoloogia ja kareduse, samuti 4H- mehaaniliste omaduste ja kristallide kvaliteedi muutusi.SiC vahvliderinevates töötlusetappides (traadi lõikamine, lihvimine, töötlemata lihvimine, peenlihvimine, poleerimine).
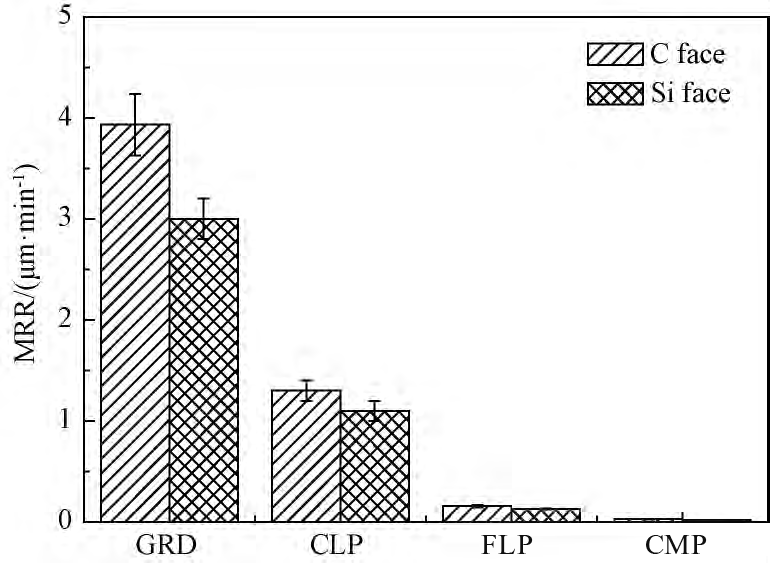
Joonis 3 4H- C-pinna ja Si-pinna materjali eemaldamise kiirusSiC vahvelerinevates töötlemise etappides
Uuringus leiti, et 4H-SiC erinevate kristallipindade mehaaniliste omaduste anisotroopia tõttu on sama protsessi käigus C-pinna ja Si-pinna MRR-i erinevus ning C-pinna MRR on oluliselt suurem kui et Si-face. Töötlemisetappide edenedes optimeeritakse järk-järgult 4H-SiC vahvlite pinna morfoloogia ja karedus. Pärast poleerimist on C-pinna Ra 0,24 nm ja Si-pinna Ra ulatub 0,14 nm-ni, mis vastab epitaksiaalse kasvu vajadustele.
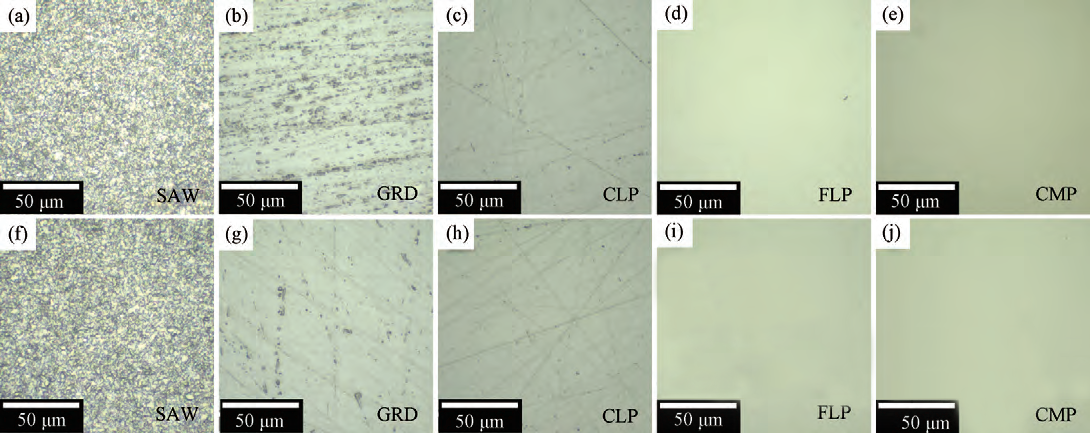
Joonis 4 4H-SiC vahvli C-pinna (a~e) ja Si-pinna (f~j) optilised mikroskoobipildid pärast erinevaid töötlemisetappe
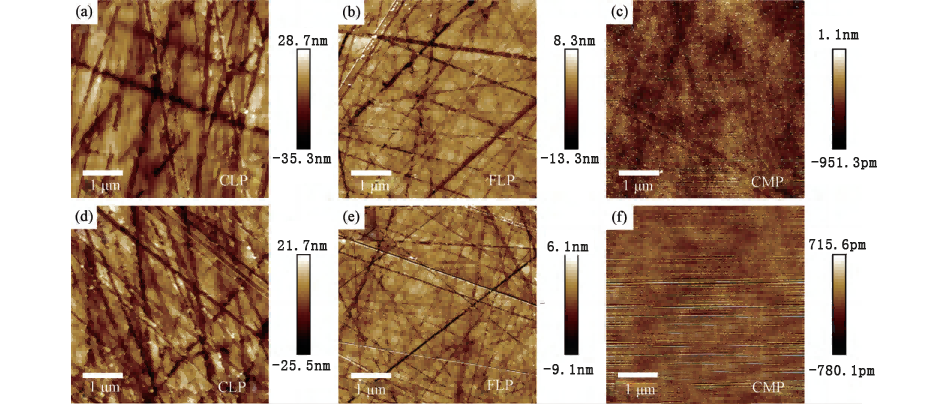
Joonis 5 4H-SiC vahvli C-pinna (a-c) ja Si-pinna (d-f) aatomjõumikroskoobi kujutised pärast CLP-, FLP- ja CMP-töötlusetappe
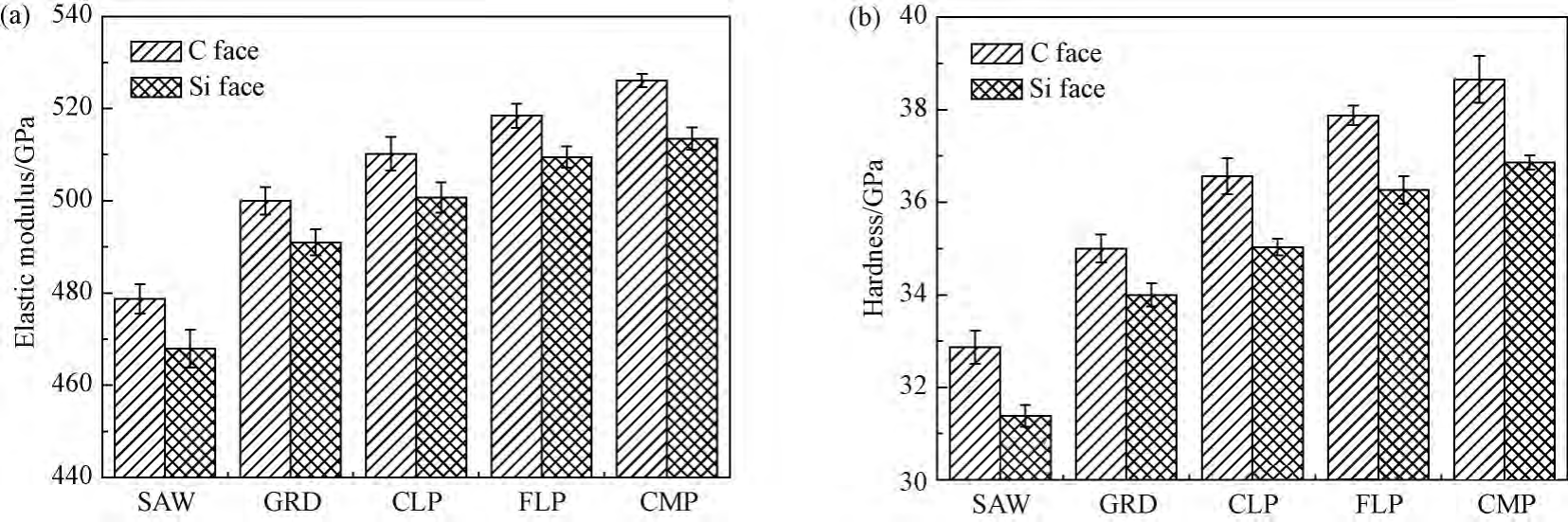
Joonis 6 (a) 4H-SiC vahvli C-pinna ja Si-pinna elastsusmoodul ja (b) kõvadus pärast erinevaid töötlemisetappe
Mehaaniliste omaduste test näitab, et vahvli C-pinnal on halvem sitkus kui Si pinnamaterjalil, töötlemisel on suurem habras purunemine, kiirem materjali eemaldamine ning suhteliselt halb pinna morfoloogia ja karedus. Kahjustatud kihi eemaldamine töödeldud pinnalt on vahvli pinnakvaliteedi parandamise võti. 4H-SiC (0004) õõtsumiskõvera poolkõrgust laiust saab kasutada vahvli pinnakahjustuse kihi intuitiivseks ja täpseks iseloomustamiseks ja analüüsimiseks.
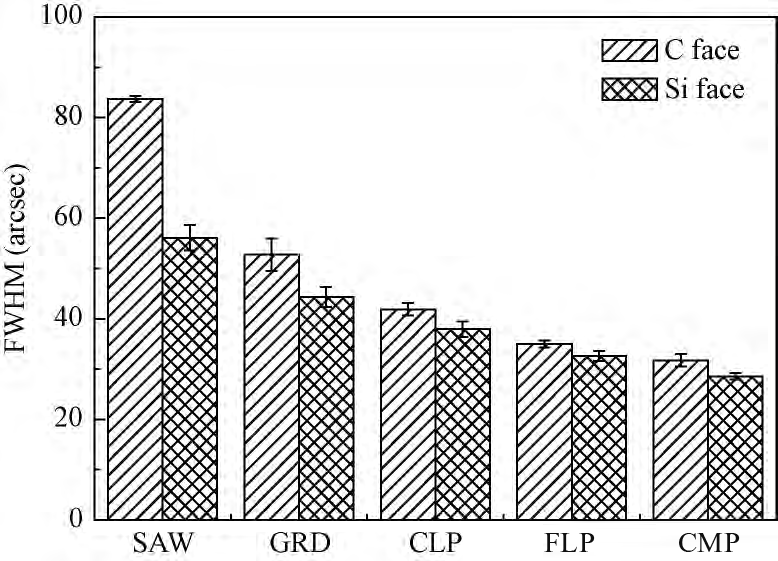
Joonis 7 (0004) 4H-SiC vahvli C-pinna ja Si-pinna õõtskõvera poollaius pärast erinevaid töötlemisetappe
Uurimistulemused näitavad, et vahvli pinnakahjustuskihti saab pärast 4H-SiC vahvlitöötlemist järk-järgult eemaldada, mis parandab tõhusalt vahvli pinnakvaliteeti ning annab tehnilise võrdlusaluse kõrge efektiivsusega, madala kadudega ja kvaliteetseks töötlemiseks. 4H-SiC substraatplaatidest.
Teadlased töötlesid 4H-SiC vahvleid erinevate töötlemisetappidega, nagu traadi lõikamine, lihvimine, töötlemata lihvimine, peenlihvimine ja poleerimine, ning uurisid nende protsesside mõju vahvli pinnakvaliteedile.
Tulemused näitavad, et töötlemisetappide edenedes optimeeritakse järk-järgult vahvli pinna morfoloogia ja karedus. Pärast poleerimist jõuab C-pinna ja Si-pinna karedus vastavalt 0,24 nm ja 0,14 nm, mis vastab epitaksiaalse kasvu nõuetele. Vahvli C-pinnal on kehvem sitkus kui Si-pinna materjalil ja see on töötlemise ajal hapram, mille tulemuseks on suhteliselt halb pinna morfoloogia ja karedus. Töödeldud pinna pinnakahjustuse kihi eemaldamine on vahvli pinnakvaliteedi parandamise võti. 4H-SiC (0004) õõtsumiskõvera poollaius võib intuitiivselt ja täpselt iseloomustada vahvli pinnakahjustuse kihti.
Uuringud näitavad, et kahjustatud kihti 4H-SiC vahvlite pinnalt saab järk-järgult eemaldada 4H-SiC vahvli töötlemise teel, parandades tõhusalt vahvli pinnakvaliteeti, pakkudes tehnilist võrdlusalust suure tõhususe, madala kadudega ja suure 4H-SiC substraatplaatide kvaliteetne töötlemine.
Postitusaeg: juuli-08-2024