Pooljuhtide valmistamisel kasutatakse substraadi või sellele moodustatud õhukese kile töötlemisel meetodit, mida nimetatakse söövitamiseks. Söövitustehnoloogia areng on mänginud rolli Inteli asutaja Gordon Moore'i 1965. aastal tehtud ennustuse elluviimisel, et "transistoride integratsioonitihedus kahekordistub 1,5–2 aastaga" (üldtuntud kui "Moore'i seadus").
Söövitamine ei ole "additiivne" protsess nagu sadestamine või sidumine, vaid "lahutav" protsess. Lisaks jaguneb see erinevate kraapimismeetodite järgi kahte kategooriasse, nimelt "märgsöövitus" ja "kuivsöövitamine". Lihtsamalt öeldes on esimene sulatusmeetod ja teine kaevamismeetod.
Selles artiklis selgitame lühidalt iga söövitustehnoloogia, märgsöövituse ja kuivsöövituse omadusi ja erinevusi, samuti kasutusvaldkondi, mille jaoks igaüks sobib.
Ülevaade söövitusprotsessist
Väidetavalt tekkis söövitustehnoloogia Euroopas 15. sajandi keskpaigas. Sel ajal valati graveeritud vaskplaadile hape, mis korrodeeris palja vase, moodustades sügavtrüki. Pinnatöötlustehnikad, mis kasutavad ära korrosiooni mõju, on laialt tuntud kui "söövitus".
Söövitusprotsessi eesmärk pooljuhtide valmistamisel on põhimiku või kile lõikamine alusele vastavalt joonisele. Kile moodustamise, fotolitograafia ja söövitamise ettevalmistavaid etappe korrates töödeldakse tasapinnaline struktuur kolmemõõtmeliseks struktuuriks.
Märgsöövitamise ja kuivsöövitamise erinevus
Pärast fotolitograafiaprotsessi söövitatakse eksponeeritud substraat söövitusprotsessis märg või kuiv.
Märgsöövitamisel kasutatakse pinna söövitamiseks ja kraapimiseks lahust. Kuigi seda meetodit saab töödelda kiiresti ja odavalt, on selle miinuseks see, et töötlemise täpsus on veidi madalam. Seetõttu sündis kuivsöövitus umbes 1970. Kuivsöövitamisel ei kasutata lahust, vaid kasutatakse gaasi, mis lööb aluspinna pinnale selle kriimustamiseks, mida iseloomustab kõrge töötlemise täpsus.
"Isotroopia" ja "Anisotroopia"
Märgsöövituse ja kuivsöövituse erinevuse tutvustamisel on olulised sõnad "isotroopne" ja "anisotroopne". Isotroopia tähendab, et aine ja ruumi füüsikalised omadused ei muutu koos suunaga ning anisotroopia tähendab seda, et aine ja ruumi füüsikalised omadused muutuvad sõltuvalt suunast.
Isotroopne söövitamine tähendab, et söövitus kulgeb teatud punkti ümber sama palju ja anisotroopne söövitamine tähendab, et söövitamine toimub teatud punkti ümber erinevates suundades. Näiteks pooljuhtide valmistamise ajal söövitamisel valitakse anisotroopne söövitus sageli nii, et kraabitakse ainult sihtsuuna suund, jättes teised suunad puutumata.
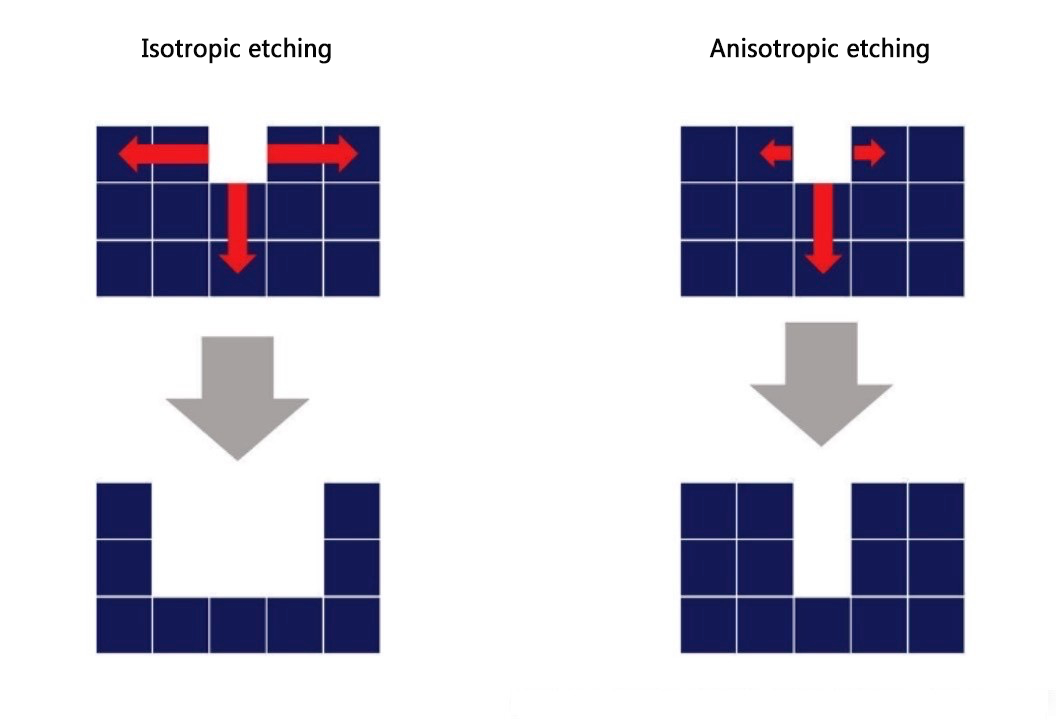 "Isotroopse söövituse" ja "Anisotroopse söövituse" pildid
"Isotroopse söövituse" ja "Anisotroopse söövituse" pildid
Märgsöövitus kemikaalidega.
Märgsöövitamisel kasutatakse keemilist reaktsiooni kemikaali ja substraadi vahel. Selle meetodi puhul pole anisotroopne söövitus võimatu, kuid see on palju keerulisem kui isotroopne söövitamine. Lahuste ja materjalide kombineerimisel on palju piiranguid ning selliseid tingimusi nagu substraadi temperatuur, lahuse kontsentratsioon ja lisamise kogus tuleb rangelt kontrollida.
Olenemata sellest, kui peenelt tingimusi reguleeritakse, on märgsöövitamisel raske saavutada peentöötlust alla 1 μm. Selle üheks põhjuseks on vajadus kontrollida külgmist söövitust.
Allalöömine on nähtus, mida tuntakse ka allalöömisena. Isegi kui loodetakse, et märgsöövitusega lahustub materjal ainult vertikaalsuunas (sügavuse suunas), ei ole võimalik täielikult vältida lahuse külgede löömist, mistõttu materjali lahustumine paralleelses suunas paratamatult jätkub. . Selle nähtuse tõttu tekitab märgsöövitus juhuslikult lõiked, mis on sihtlaiusest kitsamad. Sel moel on täpset voolujuhtimist nõudvate toodete töötlemisel reprodutseeritavus madal ja täpsus ebausaldusväärne.
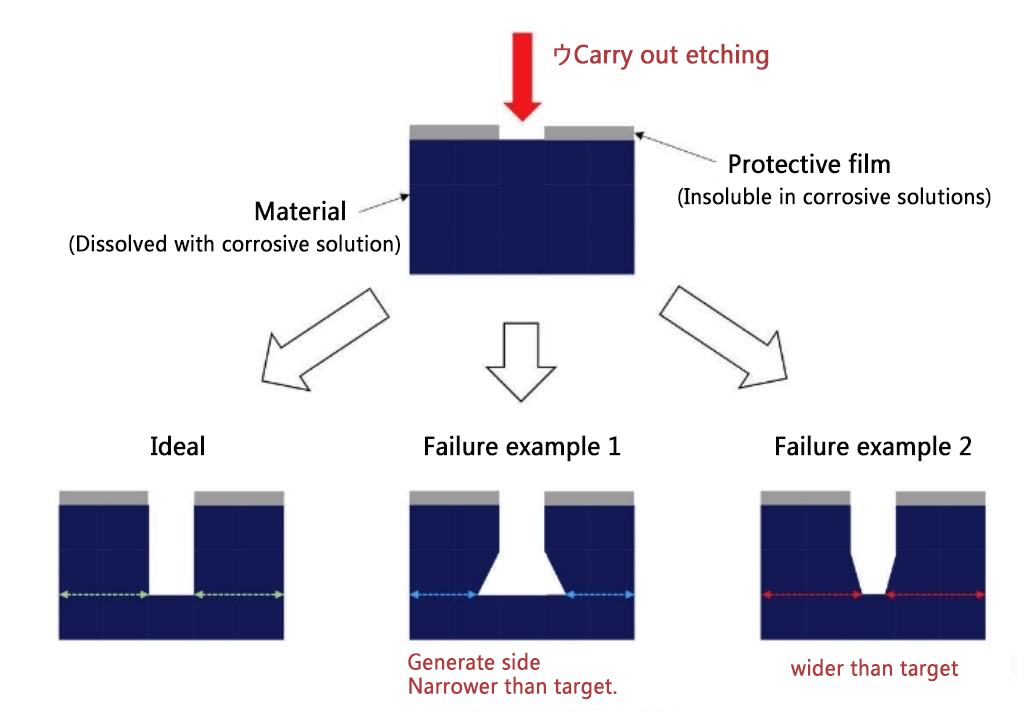 Näited võimalikest tõrgetest märjal söövitamisel
Näited võimalikest tõrgetest märjal söövitamisel
Miks kuivsöövitus sobib mikrotöötluseks
Tehnika taseme kirjeldus Anisotroopseks söövitamiseks sobivat kuivsöövitamist kasutatakse pooljuhtide tootmisprotsessides, mis nõuavad ülitäpset töötlemist. Kuivsöövitamist nimetatakse sageli reaktiivseks söövitamiseks (RIE), mis võib hõlmata ka plasmasöövitamist ja pihustussöövitamist laiemas tähenduses, kuid see artikkel keskendub RIE-le.
Et selgitada, miks anisotroopne söövitus on kuivsöövitusega lihtsam, vaatame lähemalt RIE protsessi. Seda on lihtne mõista, jagades kuivsöövitamise ja aluspinna mahakraapimise protsessi kahte tüüpi: "keemiline söövitus" ja "füüsiline söövitus".
Keemiline söövitus toimub kolmes etapis. Esiteks adsorbeeritakse reaktiivsed gaasid pinnale. Seejärel moodustuvad reaktsioonigaasist ja substraadimaterjalist reaktsiooniproduktid ning lõpuks reaktsioonisaadused desorbeeritakse. Järgnevas füüsilises söövitamises söövitatakse substraat vertikaalselt allapoole, kandes substraadile vertikaalselt argooni.
Keemiline söövitamine toimub isotroopselt, samas kui füüsiline söövitus võib toimuda anisotroopselt, kontrollides gaasi pealekandmise suunda. Selle füüsilise söövituse tõttu võimaldab kuivsöövitus söövitussuunda paremini kontrollida kui märgsöövitus.
Kuiv- ja märgsöövitus nõuab samuti samu rangeid tingimusi kui märgsöövitus, kuid sellel on suurem reprodutseeritavus kui märgsöövitamisel ja sellel on palju lihtsamini kontrollitavaid elemente. Seetõttu pole kahtlust, et kuivsöövitamine soodustab tööstuslikku tootmist.
Miks on endiselt vaja märga söövitamist?
Kui olete mõistnud näiliselt kõikvõimsat kuivsöövitust, võite küsida, miks märgsöövitus ikkagi eksisteerib. Põhjus on aga lihtne: märgsöövitus muudab toote odavamaks.
Peamine erinevus kuivsöövitamise ja märgsöövituse vahel on maksumus. Märgsöövitamisel kasutatavad kemikaalid ei ole nii kallid ning seadmete enda hind on väidetavalt umbes 1/10 kuivsöövitusseadmete hinnast. Lisaks on töötlemisaeg lühike ja korraga saab töödelda mitut substraati, mis vähendab tootmiskulusid. Tänu sellele suudame hoida tootekulud madalad, andes meile konkurentide ees eelise. Kui nõuded töötlemise täpsusele ei ole kõrged, valivad paljud ettevõtted töötlemata masstootmiseks märgsöövituse.
Söövitusprotsess võeti kasutusele protsessina, mis mängib rolli mikrotootmise tehnoloogias. Söövitusprotsess jaguneb laias laastus märgsöövitamiseks ja kuivsöövitamiseks. Kui hind on oluline, on esimene parem ja kui on vaja mikrotöötlust alla 1 μm, on viimane parem. Ideaalis saab protsessi valida lähtuvalt toodetavast tootest ja maksumusest, mitte sellest, kumb on parem.
Postitusaeg: 16. aprill 2024